Recyklace EPS z kontaktního zateplovacího systému
Partneři sekce:
V současné době je třetina panelových objektů zateplena kontaktním zateplovacím systémem (KZS). Jeho tepelněizolační vrstvu tvoří zpravidla buď expandovaný polystyren, nebo minerální či skelná vata. Jedná se o konstrukci, která se používá krátkou dobu, proto se její vady a nedostatky projevují až dnes. Životnost takové konstrukce se odhaduje na 25 let, ale najdeme i 50leté KZS. Energetická náročnost výroby těchto systémů je splacena za desetinu životnosti. U objektů s vysokou energetickou náročností je to přibližně za tisícinu životnosti.


V České republice je celkem 3,8 milionu bytů, z toho 1,2 milionu (necelou třetinu) tvoří panelové byty. Ze sedmi set tisíc nejstarších byla dosud asi čtvrtina opravena a zateplena.
Nejvíce panelových domů stojí v Praze, v Ústeckém a Moravskoslezském kraji a v domě z panelů bydlí každý třetí Čech. Téměř 700 000 panelových bytů v zemi je starších 35 let. Z výše uvedených údajů a hodnot plyne, že do budoucna přibude velké množství konstrukcí KZS, které by měly být sanovány či rekonstruovány. Z tohoto hlediska má recyklační řešení velký potenciál.
Spotřeba pěnového polystyrenu
Pěnový polystyren (EPS) je v České republice stále jedním z nejpoužívanějších izolačních materiálů pro stavební účely. Dokazuje to neustálý růst jeho spotřeby v několika posledních letech. Také v roce 2008 byl u nás zaznamenán další nárůst jeho využití – spotřebovalo se 48 400 tun. Ve srovnání s předchozím rokem, kdy se jednalo o 40 000 tun, jde o zvýšení o 21 %. Je to jeden z nejvyšších meziročních nárůstů spotřeby EPS v Evropě, kdy evropským průměrem je nárůst pouze o 10 %. Podobná situace jako v ČR je i na Slovensku, kde spotřeba polystyrenu vzrostla oproti loňskému roku o 12 % z 20 000 t na 22 400 t. Celková spotřeba polystyrenu v Evropě se pohybuje okolo 1 430 000 tun za rok.
Recyklovatelnost EPS
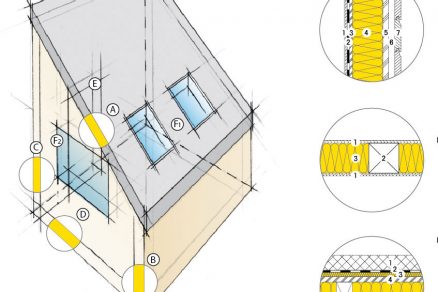
 Vnější kontaktní zateplovací systém je tvořen souvrstvím, ve kterém je dominantní vrstvou tepelná izolace. Tepelněizolační vrstvu tvoří zpravidla minerální či skelná vata nebo polystyren (EPS), které mají různé vlastnosti. Recyklovatelnost EPS se v dnešní době týká především materiálů, které jsou k recyklaci připraveny, to znamená, že materiál je relativně čistý, zbavený příměsí. Získání takového materiálu je velice obtížné. Zdroje relativně čistého EPS nalezneme buď v komunálním odpadu (polystyrenové obaly) nebo se jedná o odpadní materiál při výrobě nového EPS.
Vnější kontaktní zateplovací systém je tvořen souvrstvím, ve kterém je dominantní vrstvou tepelná izolace. Tepelněizolační vrstvu tvoří zpravidla minerální či skelná vata nebo polystyren (EPS), které mají různé vlastnosti. Recyklovatelnost EPS se v dnešní době týká především materiálů, které jsou k recyklaci připraveny, to znamená, že materiál je relativně čistý, zbavený příměsí. Získání takového materiálu je velice obtížné. Zdroje relativně čistého EPS nalezneme buď v komunálním odpadu (polystyrenové obaly) nebo se jedná o odpadní materiál při výrobě nového EPS.
Většina EPS užívaná ve stavebnictví je ale přidružena k jiným konstrukcím, jako je to i u vnějšího kontaktního zateplení. Recyklace starého souvrství je obtížná z důvodu nutnosti separace jednotlivých vrstev a jejich kotvení, které je v KZS obsaženo. Kromě toho jakýkoliv způsob recyklace je energeticky náročnější než využití stávající konstrukce KZS a její doplnění konstrukcí novou. Z tohoto důvodu dnes končí téměř všechny kontaktní zateplovací systémy na skládce místo toho, aby byly dále recyklovány.
Projekt separace tepelněizolační vrstvy z KZS
Hlavním cílem projektu bylo zjistit energetickou náročnost separace tepelné izolace z EPS z vnějšího kontaktního zateplovacího systému. Projekt byl rozdělen na dvě fáze. V první fázi byla provedena vlastní separace konstrukce a v druhé fázi bylo provedeno vyhodnocení recyklačního procesu z hlediska využitelnosti v praxi a z energetického hlediska.
Konstrukce, na kterých byl experiment proveden, se skládaly ze dvou druhů materiálů lišícími se v tloušťce výztužné vrstvy. Nosnou konstrukci tvořila vláknocementová deska o tloušťce 8 mm. Na ni byl přilepen lepicím tmelem o tloušťce 3 mm tepelný izolant z extrudovaného polystyrenu, který měl tloušťku 60 mm. Lepicí tmel byl nanesen na 60 % lepené plochy.
Na vrstvu tepelné izolace byl nanesen tmel s výztužnou tkaninou tvořící výztužnou vrstvu. Povrchovou úpravu tvořila tenkovrstvá silikátová omítka zrnitosti 1,5 mm. Konstrukce byla bez kotvicích prvků. Přístrojovou základnu tvořila pájka na polystyren Styrocut o výkonu 400 W s neomezenou dobou použití a délková měřidla (svinovací metr, digitální posuvné měřidlo).
V průběhu experimentu docházelo ke dvěma problémům. První problém byl s množstvím zplodin, které vznikaly v důsledku tavení tepelněizolační vrstvy. Z tohoto důvodu je možné provádět separaci buď v exteriéru, nebo v místnostech s dostatečnou výměnou vzduchu. Druhým problémem byl řezací nůž na pájce. Tento prvek, silný 0,5 mm, se po zahřátí na potřebnou teplotu začal vlivem velkých teplotních rozdílů deformovat. To mělo zásadní vliv na kvalitu separace. Tato deformace dosahovala až 4 mm na 200 mm nože. Proto má výsledný separovaný prvek velké povrchové nerovnosti.
Pro samotný proces separování je velmi důležitá plynulost řezu, což je ovlivněno mnoha faktory, jako například výkonem řezačky, kvalitou řezacího nože, obsluhou řezacího zařízení. Kromě již zmíněných vlivů musíme počítat také s vlivem lidského faktoru.
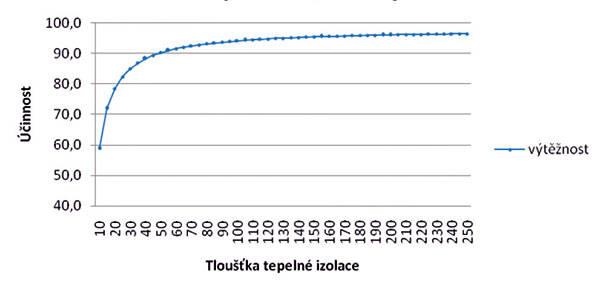
Výsledný vyseparovaný prvek měl relativně velké rozměrové odchylky. Nerovnost řezu byla zhruba 4 mm, což u testovaného vzorku o tloušťce 60 mm znamenalo výsledný rozměr 56 mm ±4 mm. Výsledná výtěžnost se tedy pohybovala kolem 91,5 %. Tato výtěžnost se mění v závislosti na tloušťce tepelně izolační vrstvy, s narůstající tloušťkou separované vrstvy narůstá také výtěžnost a účinnost této recyklační metody. Rychlost separačního procesu byla 65 mm/s při šířce řezu 200 mm.

Graf: Vliv tloušťky tepelné izolace na výtěžnost separační metody
Vyhodnocení z energetického hlediska
Vyhodnocení z energetického hlediska je zcela jednoznačné. Pro testovanou skladbu 60milimetrové tepelné izolace z EPS bylo potřeba 40,6 kJ na separaci 1 m2. Energie na výrobu 1 m2 činí 19 591 kJ.
Pro objektivní posouzení energetické náročnosti je vhodné použít rovnici hospodárnosti energetické náročnosti ve stavebnictví. Tato podmínka je:
∑ENROZR = ∑ENDOPR + ∑ENZPRAC ≤ ∑ENNÁVR
kde ENROZR je energie nutná pro rozrušení stavby či konstrukce,
ENDOPR – energie na dopravu a úklid,
ENZPRAC – energie na zpracování,
ENNÁVR – energie získaná návratem do materiálového cyklu.
Pro energetické vyhodnocení navrhované separační metody vypadá rovnice hospodárnosti takto:
∑ENROZR = ∑ENDOPR + ∑ENZPRAC ≤ ∑ENNÁVR
35kJ + 5,6 kJ ≤ 19 591 kJ
40,6 kJ ≤ 19 591 kJ
kde ENDOPR je energie na dopravu a úklid (ten obstará obsluha řezačky, která po recyklačním procesu uklidí),
ENZPRAC – energie spotřebovaná tavnou řezačkou na odpájení konstrukcí z interiérové i exteriérové strany tepelněizolační vrstvy,
ENNÁVR – energie získaná návratem do materiálového cyklu; je rovna primární energii, kterou je nutné dodat pro výrobu stavebního prvku o stejném objemovém množství.
Z těchto závěrů vyplývá, že energie nutná pro vznik recyklátu o stejném objemu je 480krát menší než energie potřebná pro vznik nového stavebního prvku a metoda separace je velmi úsporná. Účinnost této metody je téměř rovna výtěžnosti. Ze srovnání hodnot spotřeby energie na separaci (energie spotřebovaná na odpájení z obou stran izolantu) a spotřeby energie na výrobu vyplývá, že z energetického hlediska má tento způsob recyklace do budoucna otevřené dveře a dá se říci, že je na rozdíl od nynějšího skládkování nesrovnatelně šetrnější k životnímu prostředí.
Od partnerů ASB

Tento experiment ale na druhou stranu ověřil, že sanace stávajících tepelněizolačních souvrství separační metodou je v praxi velmi obtížná. Je možné říci, že recyklace kontaktního zateplení není v dnešní době možná, a to z více důvodů. Největší překážkou je, jak už bylo uvedeno, výskyt kotvicích prvků v izolaci (počet kotev na 1 m2 je tak vysoký, že není efektivní ani technicky možné tyto prvky odstraňovat ze souvrství jednotlivě) a velmi obtížná separovatelnost jednotlivých vrstev. Pro správný návrh separace je také nutné namodelování tepelněvlhkostních jevů a ověření chování navržené konstrukce.
Vyhodnocení technologie
Z uvedených zjištění jednoznačně vyplývá, že ověřovaná navrhovaná metoda nemůže být bez dílčích úprav používána v praxi. Problém je v rychlosti separace a množství stavebních konstrukcí, které na recyklaci čekají. V budoucnu by částečným řešením mohlo být zlepšení přístrojové základny (např. délka řezacího nože dlouhá minimálně 500 mm), čímž by se urychlila a zvětšila kapacita separace.
Ing. Petr Jaroš
Foto: archiv autora
Autor je doktorandem na Katedře konstrukcí pozemních staveb Fakulty stavební ČVUT v Praze.
Článek byl uveřejněn v časopisu Realizace staveb.